Acționări electrice pentru mașini CNC
 Mașinile moderne de tăiat metale multifuncționale și roboții industriali sunt echipați cu acționări electrice cu mai multe motoare care mișcă corpurile executive de-a lungul mai multor axe de coordonate (Fig. 1).
Mașinile moderne de tăiat metale multifuncționale și roboții industriali sunt echipați cu acționări electrice cu mai multe motoare care mișcă corpurile executive de-a lungul mai multor axe de coordonate (Fig. 1).
Controlul funcționării unei mașini CNC se realizează folosind sisteme standard care generează comenzi în conformitate cu un program definit în formă digitală. Crearea de microcontrolere de înaltă performanță și microcalculatoare cu un singur cip, care alcătuiesc miezul programabil al procesorului, a făcut posibilă cu ajutorul lor efectuarea automată a multor operațiuni geometrice și tehnologice, precum și efectuarea controlului digital direct al sistemului de acționare electrică și electro-automatizare.
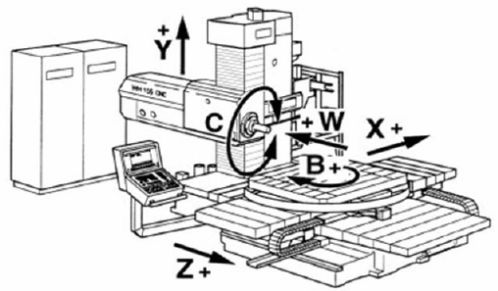
Orez. 1. Sistemul de antrenare al mașinii de frezat CNC
Tipuri de acționări electrice pentru mașini CNC și cerințe pentru acestea
Procesul de tăiere a metalului se realizează prin mișcarea reciprocă a piesei de prelucrat și a lamei sculei de tăiere.Acționările electrice fac parte din mașinile de tăiat metal, care sunt proiectate pentru a efectua și regla procesele de prelucrare a metalelor printr-un sistem CNC.
În prelucrare, se obișnuiește să se separe mișcările principale care asigură procese de tăiere controlate în timpul mișcării reciproce a sculei și piesei de prelucrat, precum și mișcările auxiliare care facilitează funcționarea automată a echipamentului (apropierea și retragerea instrumentelor de monitorizare, schimbarea sculelor și etc.).
Principalele includ mișcarea principală de tăiere, care are cea mai mare viteză și putere, care asigură] forța de tăiere necesară, precum și mișcarea de avans, care este necesară pentru deplasarea corpului de lucru de-a lungul unei traiectorii spațiale la o viteză dată. Pentru a obține suprafața produsului cu o formă dată, corpurile de lucru ale mașinii spun piesei de prelucrat și sculei să deplaseze traiectoria dorită cu o viteză și o forță stabilite. Acționările electrice dau mișcări de rotație și translație corpurilor de lucru, ale căror combinații, prin structura cinematică a mașinilor, asigură deplasările reciproce necesare.
Scopul și tipul mașinii pentru prelucrarea metalelor depind în mare măsură de forma piesei fabricate (corp, arbore, disc). Capacitatea unei mașini multifuncționale de a genera mișcările sculei și piesei de prelucrat necesare în timpul prelucrării este determinată de numărul de axe de coordonate și, prin urmare, de numărul de acționări electrice interconectate și de structura sistemului de control.
În prezent, unitățile sunt efectuate în principal pe baza de încredere Motoare AC cu control al frecvențeiefectuate de autoritățile de reglementare digitale.Diferite tipuri de acționări electrice sunt implementate folosind module industriale tipice (Fig. 2).
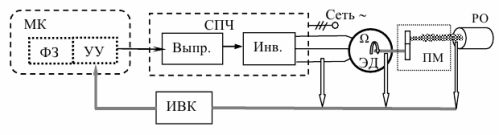
Orez. 2. Schema funcțională tipică a unei acționări electrice
Compoziția minimă a blocurilor de antrenare electrică constă din următoarele blocuri funcționale:
-
motor electric executiv (ED);
-
convertor de putere de frecvență (HRC), care transformă puterea electrică a rețelei industriale într-o tensiune de alimentare trifazată a motorului de amplitudinea și frecvența necesară;
-
un microcontroler (MC) care îndeplinește funcțiile unei unități de control (CU) și a unui generator de sarcini (FZ).
Unitatea industrială a convertizorului de frecvență de putere conține un redresor și un convertor de putere care generează o tensiune sinusoidală cu parametrii necesari determinați de semnalele dispozitivului de control folosind controlul cu microprocesor al comutatorului PWM de ieșire.
Algoritmul de control al funcționării acționării electrice este implementat de microcontroler prin generarea comenzilor obținute ca urmare a comparării semnalelor generatorului de sarcini și a datelor primite de la complexul informatic-calculator (IVC) pe baza prelucrării și analizei semnale de la un set de la senzori.
Acționarea electrică a motorului principal în majoritatea aplicațiilor conține un motor electric cu inducție cu o înfășurare a rotorului cu colivie și o cutie de viteze ca transmisie mecanică a rotației către axul mașinii. Cutia de viteze este adesea proiectată ca o cutie de viteze cu schimbare electromecanică de la distanță.Acționarea electrică a mișcării principale asigură forța de tăiere necesară la o anumită viteză de rotație și, prin urmare, scopul reglării vitezei este de a menține puterea constantă.
Gama necesară de control al vitezei de rotație depinde de diametrele produselor prelucrate, materialele acestora și de mulți alți factori. La mașinile CNC automate moderne, acționarea principală îndeplinește funcții complexe legate de tăierea filetului, prelucrarea pieselor de diferite diametre și multe altele. Acest lucru duce la necesitatea de a oferi o gamă foarte mare de control al vitezei, precum și utilizarea unui sistem de acționare reversibil. La mașinile multifuncționale, intervalul necesar de viteză de rotație poate fi de mii sau mai mult.
În alimentatoare sunt necesare și intervale de viteză foarte mari. Deci, în frezarea conturului, teoretic ar trebui să aveți o gamă de viteză infinită, deoarece valoarea minimă tinde spre zero în anumite puncte. Adesea, mișcarea rapidă a corpurilor de lucru în zona de procesare este efectuată și de un alimentator, ceea ce mărește foarte mult intervalul de schimbare a vitezei și complică sistemele de control al acționării.
În alimentatoare se folosesc motoare sincrone și motoare de curent continuu fără contact, precum și în unele cazuri motoare asincrone. Li se aplică următoarele cerințe de bază:
-
gamă largă de reglare a vitezei;
-
viteză maximă mare;
-
capacitate mare de suprasarcină;
-
performante ridicate in timpul accelerarii si decelerarii in modul de pozitionare;
-
precizie ridicată de poziționare.
Stabilitatea caracteristicilor convertizorului trebuie garantată în cazul variațiilor de sarcină, modificări ale temperaturii ambientale, tensiunii de alimentare și multe alte motive. Acest lucru este facilitat de dezvoltarea unui sistem de control automat adaptativ rațional.

Partea mecanică a acționării mașinii
Partea mecanică a sistemului de acţionare poate fi o structură cinematică complexă care conţine multe piese care se rotesc la viteze diferite. De obicei, se disting următoarele elemente:
-
rotorul unui motor electric care creează cuplu (în rotație sau frânare);
-
transmisie mecanică, t, s. un sistem care determină natura mișcării (rotație, translație) și modifică viteza de mișcare (reductor);
-
un corp de lucru care transformă energia mișcării în muncă utilă.
Urmărirea asincronă a mișcării principale a mașinii de tăiat metal
Acționarea electrică reglabilă modernă a mișcării principale a mașinilor CNC pentru prelucrarea metalelor se bazează în principal pe motoare asincrone cu o înfășurare a rotorului cușcă, care a fost facilitată de mulți factori, printre care trebuie remarcată îmbunătățirea bazei de informații elementare și electronica de putere.
Reglarea modurilor motoarelor cu curent alternativ se realizează prin schimbarea frecvenței tensiunii de alimentare cu ajutorul unui convertor de putere, care, împreună cu reglarea frecvenței, modifică alți parametri.
Caracteristicile unității electrice de urmărire depind în mare măsură de eficiența ACS-ului încorporat.Utilizarea microcontrolerelor de înaltă performanță a oferit oportunități largi de organizare a sistemelor de control a acționării electrice.
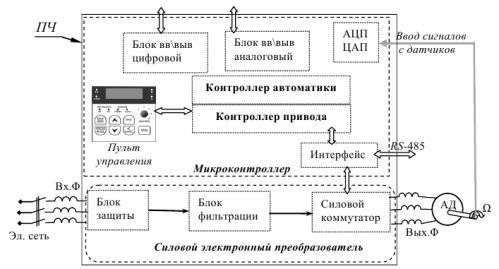
Orez. 3. Structura tipică de control a motorului cu inducție folosind un convertor de frecvență
Controlerul de antrenare generează secvențe de numere pentru comutatorul de alimentare care reglează funcționarea motorului electric. Controlerul de automatizare oferă caracteristicile necesare în modurile de pornire și oprire, precum și reglarea automată și protecția echipamentului.
Partea hardware a sistemului de calcul contine si: - convertoare analog-digitale si digital-analogice pentru introducerea semnalelor de la senzori si controlul functionarii acestora;
-
module de intrare și ieșire pentru semnale analogice și digitale, echipate cu echipamente de interfață și conectori de cablu;
-
blocuri de interfață care realizează transmisia intermodulului de date și comunicarea cu echipamentele externe.
Un număr mare de setări ale convertizorului de frecvență, introduse de dezvoltator, ținând cont de datele detaliate ale unui anumit motor electric, oferă anumite proceduri de control, printre care se poate remarca:
-
reglare a vitezei pe mai multe niveluri,
-
limita superioară și inferioară de frecvență,
-
limita de cuplu,
-
frânare prin alimentarea cu curent continuu la una dintre fazele motorului,
-
protecție la suprasarcină, dar în caz de suprasarcină și supraîncălzire, oferind modul de economisire a energiei.
Acționare bazată pe motoare DC fără contact
Acționările mașinilor-unelte au cerințe ridicate pentru domeniul de control al vitezei, liniaritatea caracteristicilor de control și viteză, deoarece determină precizia poziționării relative a sculei și a piesei, precum și viteza de mișcare a acestora.
Acționările de putere au fost implementate în principal pe baza motoarelor de curent continuu, care aveau caracteristicile de control necesare, dar, în același timp, prezența unui colector de perii mecanice a fost asociată cu fiabilitate scăzută, complexitate de întreținere și un nivel ridicat de interferență electromagnetică.
Dezvoltarea electronicii de putere și a tehnologiilor de calcul digital a contribuit la înlocuirea acestora în acționările electrice cu motoare de curent continuu fără contact, ceea ce a făcut posibilă îmbunătățirea caracteristicilor energetice și creșterea fiabilității mașinilor-unelte. Cu toate acestea, motoarele fără contact sunt relativ scumpe datorită complexității sistemului de control.
Dar principiul de funcționare al unui motor fără perii este o mașină electrică de curent continuu cu un inductor magnetoelectric pe rotor și înfășurări de armătură pe stator. Numărul de înfășurări ale statorului și numărul de poli ai magneților rotorului sunt selectate în funcție de caracteristicile necesare ale motorului. Creșterea acestora ajută la îmbunătățirea mersului și manevrabilitate, dar duce la un design mai complex al motorului.
La acţionarea maşinilor de tăiat metal, se utilizează în principal o structură cu trei înfăşurări de armătură, realizată sub forma mai multor secţiuni conectate, şi un sistem de excitare a magneţilor permanenţi cu mai multe perechi de poli (Fig. 4).
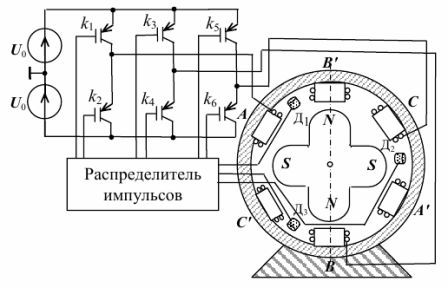
Orez. 4. Schema funcțională a unui motor DC fără contact
Cuplul se formează datorită interacțiunii fluxurilor magnetice create de curenții din înfășurările statorului și magneții permanenți ai rotorului. Direcția constantă a momentului electromagnetic este asigurată de comutația adecvată alimentată înfășurărilor statorului cu curent continuu. Secvența de conectare a înfășurărilor statorului la sursa U se realizează cu ajutorul comutatoarelor semiconductoare de putere, care sunt comutate sub acțiunea semnalelor de la distribuitorul de impulsuri la alimentarea cu tensiune de la senzorii de poziție a rotorului.
În sarcina de reglare a modurilor de funcționare ale acționării electrice a motoarelor de curent continuu fără contact, se disting următoarele probleme interdependente:
-
dezvoltarea algoritmilor, metodelor și mijloacelor de control al unui convertor electromecanic prin afectarea mărimilor fizice disponibile pentru măsurare;
-
crearea unui sistem de control automat al conducerii folosind teoria și metodele de control automat.
Acționare electro-hidraulică bazată pe un motor pas cu pas
În mașinile-unelte moderne, antrenările electro-hidraulice comune (EGD) sunt semi-obișnuite, în care semnalele electrice discrete care provin de la un sistem electronic CNC sunt convertite de motoarele electrice sincrone în rotație a arborelui. Cuplul dezvoltat sub acțiunea semnalelor controlerului de antrenare (CP) al sistemului CNC de la motorul electric (EM) este valoarea de intrare pentru amplificatorul hidraulic conectat prin transmisia mecanică (MP) la corpul executiv (IO) a mașinii-unelte (Fig. 5).

Orez. 5. Schema functionala a actionarii electro-hidraulice
Rotirea controlată a rotorului motorului electric prin intermediul transformării de intrare (VP) și supapei hidraulice (GR) determină rotirea arborelui motorului hidraulic (GM). Pentru a stabiliza parametrii amplificatorului hidraulic, se utilizează de obicei feedback intern.
În acționările electrice ale mecanismelor cu caracter de pornire-oprire a mișcării sau a mișcării continue, motoarele pas cu pas (SM) și-au găsit aplicație, care sunt clasificate ca un tip de motoare electrice sincrone. Motoarele pas cu impulsuri excitate sunt cele mai potrivite pentru controlul digital direct utilizat în controlul CNC.
Mișcarea intermitentă (în trepte) a rotorului la un anumit unghi de rotație pentru fiecare impuls face posibilă obținerea unei precizii de poziționare suficient de mare cu o gamă foarte mare de variație a vitezei de la aproape zero.
Când utilizați un motor pas cu pas într-o unitate electrică, acesta este controlat de un dispozitiv care conține un controler logic și un comutator (Fig. 6).

Orez. 6. Dispozitiv de control al motorului pas cu pas
Sub acțiunea comenzii de control al selecției ncanal, controlerul de comandă CNC generează semnale digitale pentru a controla comutatorul tranzistorului de putere, care în secvența necesară conectează tensiunea de curent continuu la înfășurările statorului. Pentru a obține valori mici ale deplasării unghiulare într-un pas α = π / p, pe rotor este plasat un magnet permanent cu un număr mare de perechi de poli p.