Încălzitoare electrice de contact
 Încălzirea electrică prin contact prin rezistență este utilizată pentru încălzire, sudare prin contact, laminare în restaurarea pieselor uzate și a conductelor de încălzire.
Încălzirea electrică prin contact prin rezistență este utilizată pentru încălzire, sudare prin contact, laminare în restaurarea pieselor uzate și a conductelor de încălzire.
Prin încălzire, este utilizat ca metodă principală de încălzire a pieselor și a detaliilor pentru tratarea lor sub presiune sau tratamentul termic ulterior, precum și ca parte integrantă a încălzirii tehnologice în combinație cu alte operațiuni în producția de semifabricate sau finite. Prin încălzire, energia electrică este transformată în energie termică direct în părți sau detalii incluse în circuitul electric. Atât curentul continuu, cât și cel alternativ pot fi, în general, utilizate pentru încălzire.
În instalațiile de contact electric, curentul alternativ este utilizat pe scară largă, deoarece curenții necesari pentru încălzire în mii și zeci de mii de amperi la o tensiune de câțiva volți pot fi obținuți cel mai ușor numai cu ajutorul transformatoarelor de curent alternativ. Instalațiile pentru încălzirea prin contact electric a pieselor sau detaliilor sunt împărțite în monopoziție și multipoziție (Fig. 1).
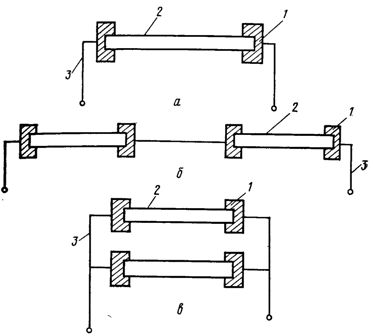
Orez. 1. Scheme de dispozitive cu o singură poziție (a) și cu mai multe poziții cu includere în serie (b) și paralelă (c) a detaliilor într-un circuit electric: 1-contact de strângere pentru curent curent; 2 — detaliu încălzit; 3 — fir de alimentare cu curent.
În funcție de rata de încălzire necesară și de productivitatea liniei tehnologice, se utilizează una sau alta schemă. Din motive tehnice și economice, este cel mai avantajos să se utilizeze o schemă de miopoziție cu o conexiune în serie a pieselor de prelucrat încălzite la circuitul electric, deoarece în acest caz orice viteză dată de livrare a pieselor de prelucrat încălzite este asigurată de o creștere treptată a temperaturii acestora. la o valoare predeterminată prin mutarea detaliilor dintr-o poziţie în alta.
Indiferent de schema de includere a pieselor încălzite în circuitul electric, sarcina de curent la punctele de contact ale contactelor purtătoare de curent cu piesa de prelucrat încălzită are o mare influență asupra indicatorilor tehnologici, electrici și tehnici și economici ai instalațiilor de contact electric. . Încărcarea curentului este redusă prin răcirea și presurizarea contactelor, precum și prin utilizarea clemelor cu contacte radiale și de capăt.
Instalațiile de contact electric monofazate și trifazate pot fi utilizate în întreprinderile de reparații. Instalațiile trifazate sunt mai eficiente decât instalațiile monofazate de aceeași performanță, deoarece asigură o sarcină uniformă fazelor rețelei de alimentare și reduc sarcina de curent pe fiecare fază.
Opțiunea de încălzire prin contact electric și instalație de încălzire este selectată în funcție de condițiile specifice.
Principalele caracteristici electrice ale instalațiilor de încălzire prin contact electric
Următorii parametri de proiectare sunt determinați pentru fiecare instalație de contact electric:
-
putere transformator de putere,
-
curentul electric necesar în circuitul secundar,
-
stres asupra piesei sau piesei încălzite,
-
eficienţă
-
Factor de putere.
Datele inițiale pentru calcularea instalațiilor electrice de contact sunt:
-
clasa materialului,
-
masa piesei încălzite și dimensiunile geometrice ale acesteia
-
tensiunea de alimentare,
-
timpul si temperatura de incalzire.
Puterea aparentă, V ∙ A, a unui transformator de putere pentru un dispozitiv cu o singură poziție:

unde kz = 1,1 ...1,3 — factor de siguranță; F — flux de căldură util; ηtotal — randamentul global al instalației: ηe — randamentul electric; ηt — randamentul termic; ηtr — randamentul transformatorului de putere.
Puterea curentului, A, în circuitul secundar atunci când piesa de prelucrat este încălzită la o temperatură peste punctul de conversie magnetică
unde ρ este densitatea materialului piesei de prelucrat, kg / m3; ΔT = T2 — T1 este diferența dintre temperatura finală T2 și temperatura inițială T1 a încălzirii piesei de prelucrat, K; σ2 - aria secțiunii transversale a piesei de prelucrat, m2.
Timpul de încălzire depinde de diametrul piesei de prelucrat și de diferența de temperatură de-a lungul lungimii și secțiunii transversale. În funcție de condițiile tehnologice, diferența de temperatură dintre straturile interioare și de suprafață ale piesei de prelucrat încălzite nu trebuie să depășească ΔТП = 100 K. Dependențele grafice calculate și experimentale pentru determinarea timpului de încălzire sunt date în literatura de referință.
În calculele practice, timpul de încălzire, s, al semifabricatelor cilindrice cu diametrul d2 = 0,02 … 0, l m s ΔTP = 100 K poate fi determinat prin formula empirică

Dacă piesa de prelucrat este încălzită la o temperatură sub punctul de conversie magnetică, atunci când se determină curentul în circuitul secundar, este necesar să se ia în considerare efectul de suprafață, al cărui grad de influență depinde de permeabilitatea magnetică.
În ceea ce privește încălzirea prin contact electric, dependența empirică care stabilește relația dintre curentul I2, permeabilitatea magnetică relativă μr2 a piesei de prelucrat și diametrul acesteia are forma
În calculele practice, acestea sunt de obicei date cu valori diferite ale μr2, iar puterea curentului I2 este determinată de formule. Aceeași valoare a amperajului găsită din formulele date (2) și (4) va fi valoarea dorită la un moment dat în timp. Conform valorilor calculate ale lui I2 și Z2, tensiunea, V, în circuitul secundar este dată de expresia

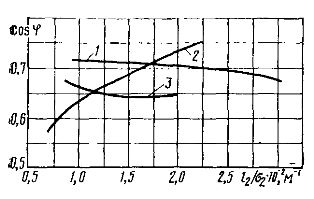
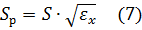
Orez. 2. Dependența cosφ a instalațiilor de contact electric de raportul l2 / σ2: 1 — pentru o instalație cu două poziții cu încălzire variabilă a două semifabricate; 2 — pentru instalație în două poziții cu încălzire simultană a două stocuri; 3 — pentru instalare într-o singură poziție.
La determinarea principalelor caracteristici electrice ale unei instalații de contact electric, este necesar să se țină cont de faptul că parametrii fizici ai piesei și parametrii electrici ai instalației se modifică în timpul procesului de încălzire. Căldura specifică cm și rezistența electrică specifică a conductorului ρт se modifică în funcție de temperatură, iar cosφ, η și t — în funcție de temperatură, de construcția și tipul tehnologic al instalației și de numărul de poziții de încălzire.
Conform dependențelor experimentale grafice (Fig. 2, 3), cosφ și ηtotal sunt determinate în funcție de raportul dintre lungimea piesei de prelucrat l2 la σ2. Valorile cerute ale lui S, l2 și U2 pot fi obținute prin înlocuirea valorilor corespunzătoare ale mărimilor variabile în formulele (1), (2), (4) și (5). În calculele practice, valorile medii ale cm, ρt, η, t și cosφ sunt de obicei înlocuite în formule, iar valoarea medie a puterii, curentului sau tensiunii este determinată pe intervalul presupus de temperatură de încălzire.
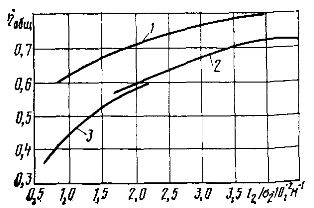
Orez. 3. Dependența eficienței globale a instalațiilor cu electrocontact de raportul l2 / σ2: 1 — pentru o instalație cu două poziții cu încălzire variabilă a două piese de prelucrat; 2 — pentru instalare în două poziții cu încălzire simultană a două piese de prelucrat; 3 — pentru instalare într-o singură poziție.
Transformatoarele de putere ale instalațiilor de contact electric funcționează într-un mod periodic, care se caracterizează prin durata relativă de pornire.
unde tn este timpul de încălzire a semifabricatelor, s; t3 — timpul operațiunilor de descărcare și transport a mărfurilor, sec.
Puterea totală nominală, kVA, a unui transformator de putere, ținând cont de εx, este determinată de expresia
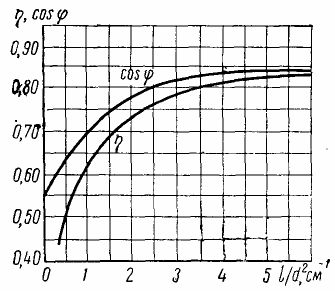
Orez. 4. Dependența eficienței și a factorului de putere al unei instalații de încălzire prin contact electric de dimensiunile piesei